



影响网纹辊转移量的要素有以下几个方面:网纹辊线数,开口与网墙比,网穴容积、网穴深度、网穴表面光洁度、网纹辊运转速度、网线角度、网穴形状等。
网纹辊线数
网纹辊线数即单位长度内网穴的分布量,一般单位长度指每英寸,单位面积指每平方英寸。如200线/英寸(80线/厘米),即每英寸长度内有200条网线,或每平方英寸面积内有4万个网穴。

开口与网墙比 网纹辊由网穴传墨,而网穴是凹的,必然存在网墙,以前开口与网墙宽度之比是5:1,在此情况下,网墙的面积要占到整支网纹辊的31%。目前国内现有的陶瓷网纹辊加工单位,根据陶瓷硬度高,耐磨性好的特点,已将开口与网墙比加大,如7:1、8:1甚至超过10:1,以达到缩小网墙面积,提高传墨的效果。
(1)网纹辊的作用是传递油墨,扩大网穴容积是要尽可能提高网纹辊的传墨量。而网穴的深度不可能很深,因此只能减薄网墙厚度。
(2)网纹辊是点传墨,且柔性版印刷的传墨系统只有一根网纹辊与印版辊接触,与胶印设备的4根上版辊与印版接触的面传墨相比,决定了网纹辊要有足够的传墨量才能达到预期的效果。
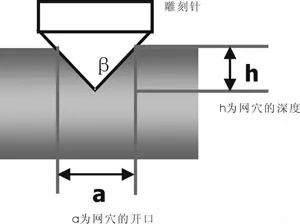
网穴深度
网穴深度一般是开口宽度的23%~33%,比较理想的为28%,网穴深度目前还没有统一标准。因为网纹辊工作时,处于高速旋转状态,与印版接触时间极短,无法完全释放出网穴中的油墨。此外,根据流体力学的速度梯度原理,靠近网穴壁液体的速度为0,即静止不动,所以一般释墨量为网穴容量的2/3~4/5。
网穴表面光洁度
要求网穴形状清晰、均匀一致、表面光滑。如果网穴表面光洁度不佳,会导致网纹辊的传墨量减少,影响产品的使用质量。还有的单位前后生产同一批产品,网辊、涂料、基材都一样,仍有色差,这是由于网纹辊堵塞后传墨量减少而造成的。
网线角度
网纹辊网线角度有30°、45°和60°。金属网纹辊大多用45°,主要是45°加工方便:而激光雕刻陶瓷网纹辊用60°,因为60°强度最佳,传墨量最大。
网穴形状
常用的网穴形状有六棱锥形、四棱形、蜂巢型等。金属网纹辊的网穴形状为四棱形,网线角度是45°;陶瓷网纹辊的网穴形状为六角形,网线角度是60°。
网纹辊的清洗
不锈钢刷子用于陶瓷表面的清洗;铜刷子用于镀铬金属网纹辊表面的清洗;二者不可混用;不锈钢的会损伤铬层;铜刷子会将铜屑沉结在陶瓷表面。
金属网纹辊退镀作用
将网穴内沉积的干料清理干净,改善涂布表观; 镀铬,一方面提高网纹辊的表面硬度,提高使用寿命; 另一方面使网穴润滑,转移涂料容易;增加涂布量。

